

















Опис
Трубозгинальний верстат гідравлічний DW50CNC -2 a -1 S
Серію було адаптовано до професійних вимог світового ринку. Усі частини та структура підібрані до стандарту машинобудування з Європи. Наш професійний досвід та впровадження електричних, електронних, гідравлічних та механічних комплектуючих від відомих компаній дають можливість виготовлення точної та якісної продукції.

Технічні характеристики
| МодельDW50CNC -2 a -1 S | ||
| Максимальний вигин, вуглецева сталь (зовнішній діаметр×товщина) | мм | ¢50×2.5 |
| Максимальний радіус вигину | мм | 15-260 |
| Максимальний кут вигину | 190 | |
| Вигин R макс. відстань R0-R1 | мм | Індивідуально встановлений |
| Висота від центру форми до землі | мм | 1180 |
| Метод введення даних | A: Дані обробки вхідних даних(Y、B、C)
B: Вхідне значення координат(X、Y、Z) |
|
| Зберігання архіву програм згинання | безлімітне | |
| Максимальна довжина подачі труби (з оправкою) | мм | 3500 |
| Типи подачі | Пряма або ступінчата | |
| Швидкість подачі (вісь Y) | мм/сек | 200-1100(регульована) |
| Точність подачі | мм | ±0.1 |
| Кутова швидкість повороту (вісь B) | град/сек | 200-1100(регульована) |
| Точність кута повороту | ±0.1 | |
| Швидкість вигину (вісь C) | град/сек | 240°(регульована) |
| Точність згинання | ±0.1 | |
| Швидкість переміщення головки машини вліво та вправо (вісь X) | мм/сек | 100-200(регульована) |
| Точність переміщення головки машини вліво та вправо | Мм | ±0.1 |
| рух головки машини вгору-вниз | гідравлічний | |
| Точність переміщення головки машини вгору-вниз | мм | ±0.1 |
| Потужність двигуна насоса | HP | 4 |
| Максимальний тиск в гідравлічній системі | МПа | 14 |
| Номінальний тиск гідравлічної системи | МПа | 10 |
| Пристрій водяного охолодження гідравлічної системи | л/хв | 100 |
| Розмір машини (Д × Ш × В) | мм | 5500×1450×1500 |
| Вага машини | кг | 3500 |
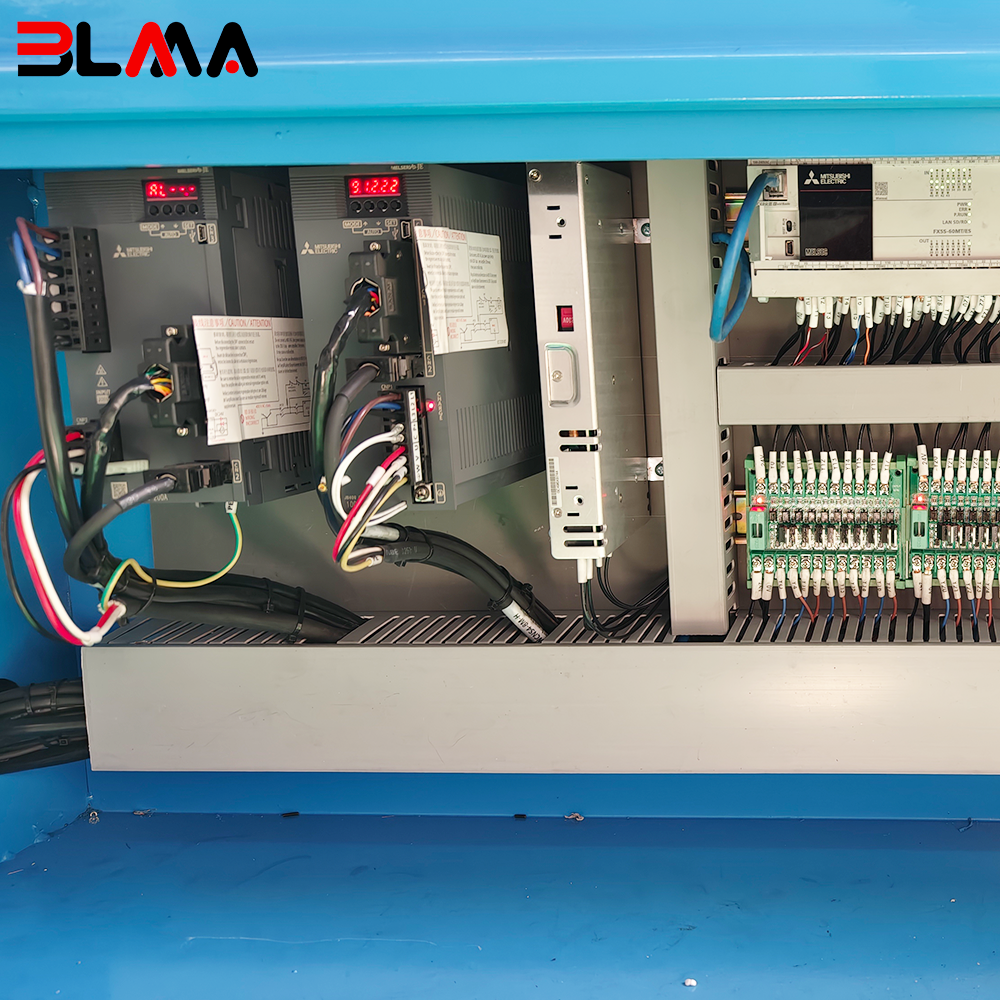
Конфігурація гідравличної та електричної системи керування
| Рама машини | Зварна з квадратних труб та сталевих пластин; звареної із сталевої пластини Q235; обидва загартовані | Власне виробництво |
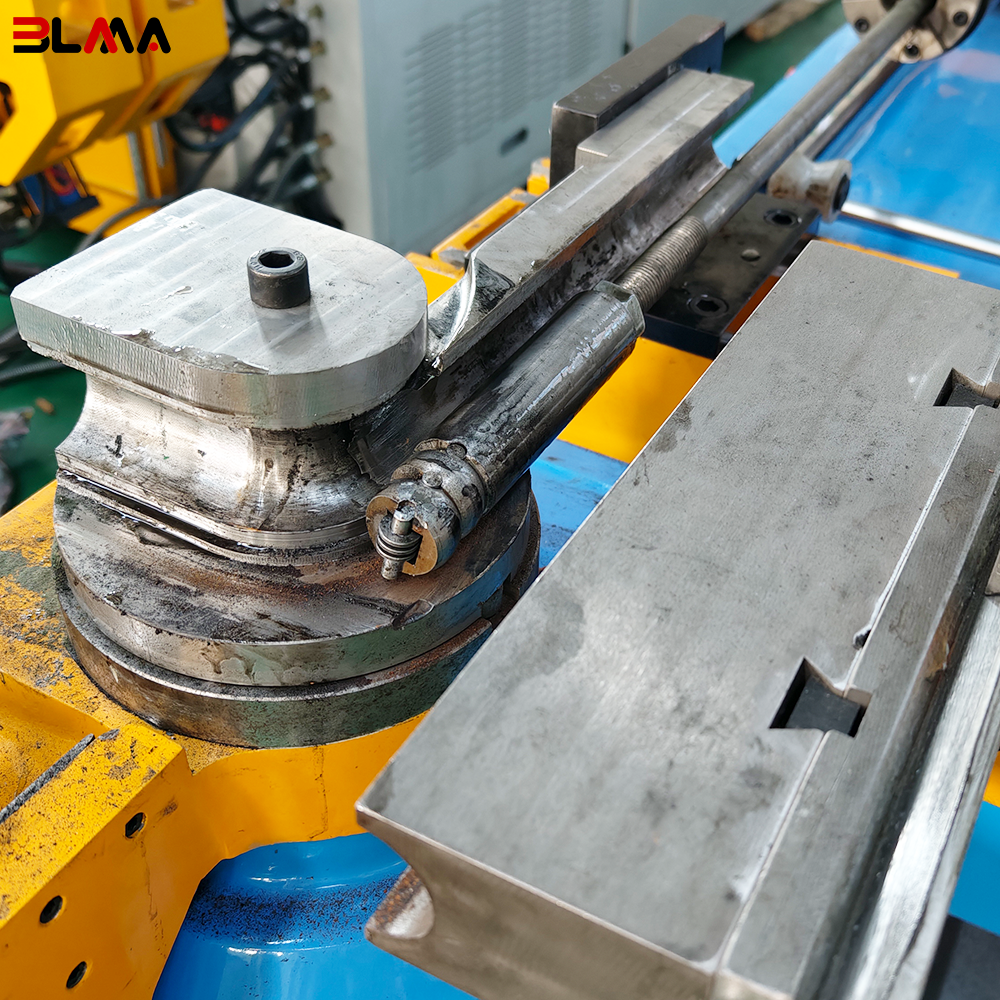
| «Голова машини» (з високою продуктивністю, стійкістю до вигину, розтягування та зносу) | ковкий чавун (QT500-7) | Власне виробництво |
| Головний подаючий вал | Вбудований шестигранний шпиндель
Прецизійне шліфування за допомогою SCM440 |
Власне виробництво |
| Подача, обертання головного валу | Вбудований шестигранний шпиндель
Прецизійне шліфування за допомогою SCM440 |
Власне виробництво |
| «Гибочний важіль» (з високими експлуатаційними характеристиками сталі, стійкістю до вигину, розтягування та зносу) | зі сталі ZG45 (загартованої). | Власне виробництво |
| Подаючий лоток | S45C Сталь | Власне виробництво |
| Поворотна тележка | Q235 | Власне виробництво |
| Високошвидкісні підшипники | NSK | Japan |
| Низькошвидкісний підшипник | HRB | China famous |
| Лінійні направляючі | PMI/HIWIN | Taiwan |
| Кулько гвинтова пара | PMI/HIWIN | Taiwan |
| Перехідник вигину | Taiwan | |
| система ЧПУ | Taiwan Advantech | Taiwan |
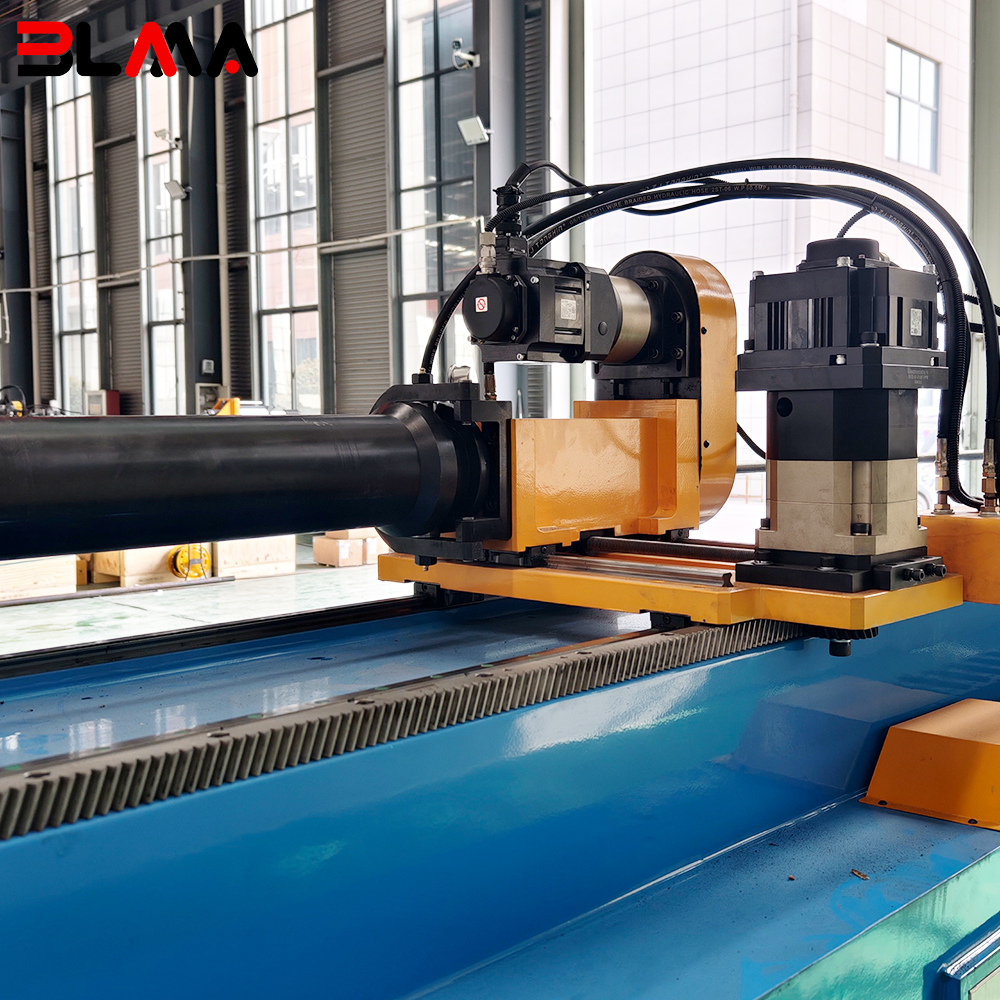
| Подача (Y) по осі із сервоприводом | YASKAWA/Mitsubishi | Japan |
| Поворот (B) осі з сервоприводом | YASKAWA/Mitsubishi | Japan |
| Гнучка вісь (C) із сервоприводом | YASKAWA/Mitsubishi | Japan |
| Переміщення машини вліво-вправо вправо (вісь X) із сервоприводом | YASKAWA/Mitsubishi | Japan |
| Драйвер (4 шт.) | YASKAWA/Mitsubishi | Japan |
| Кінцевий вимикач | OMRON | Japan |
| Контактор змінного струму | Schneider | France |
| теплове реле | Schneider | France |
| Ножний перемикач | Tend | Taiwan |
| Кнопка перемикання керування та індикатор | Schneider | France |
| робоче світло | Schneider | France |
| Кінцевий вимикач | Schneider | France |
| Електричний коробчастий теплообмінник | Schneider | France |
| Гідравлічне ущільнення | NOK | Japan |
| Електромагнітний запобіжний клапан | Siemens | Germany |
| Соленоїдний клапан | Rexroth | Germany |
| Багаторівневий клапан підтримання тиску | Rexroth | Germany |
| Багаторівневий редукційний клапан | Rexroth | Germany |
| позиційний регулятор швидкості | Rexroth | Germany |
| Маслянний блок | Rexroth | Germany |
| Трубопровід високого тиску | Gates | USA |
| Масляний насос | Sunny | USA |

контролер ЧПУ:
а) Використання серводвигуна промислового комп’ютера PC BASE тайванської марки та 15-дюймового кольорового промислового сенсорного екрану для автоматичного керування, захист від перенавантажень, підходить для використання в різних робочих умовах.
б) Використання операційної системи Windows XP (Windows 10) та програми діалогу, професійною та простою у використанні, щоб користувачі могли в короткий термін ознайомитися з роботою системи.
в) Стандартний китайський дисплей, можливість встановлення двох мов китайською та англійською мовами відповідно до потреб клієнта.
г) Він має необмежену кількість програм обробки, необмежену кількість програм згинання і може бути збережений на U-диску.
д) Час зберігання програми обробки та програми згинання не обмежений, програма не буде втрачена через збій живлення або тривале невикористання.
- f) Програма обробки забезпечена функціями захисту та блокування клавіш, щоб запобігти її довільній зміні іншими особами, які викликають відхилення від норми.
ж) За допомогою функції перетворення координат (XYZ->YBC) автоматично розраховується розгорнута довжина заготівки та автоматично заноситься до таблиці параметрів, якою зручно користуватися оператору. У той же час він має функцію попереднього перегляду 3D графіки , яку можна вільно обертати, збільшувати або зменшувати.
g1) Програмне забезпечення для тривимірного моделювання вигину труб, точки попереднього захоплення як орієнтир, щоб уникнути втрати трубної арматури (опція)
g2) Він має функцію дзеркального відображення програми, що дозволяє швидко отримати програму обробки відповідної форми. У той же час він також має функцію зворотного вигину головки та хвоста труби.
g3) При відкритті файлу можна переглянути 3D- труб і відповідні дані прес-форми. Дані про класифікацію файлів та зберігання можна легко та швидко знайти.
- h) У програмі згинання незалежна швидкість обробки кожної осі може бути встановлена від 0 до 99 на кожному етапі обробки. Він має кілька швидкостей для регулювання і може реалізувати одночасне тривісне рух Y, B і C, гнучкі налаштування обробки труб, а функції подачі / повернення / кута можуть бути встановлені після входу та виходу, щоб уникнути точок перетину. Вкажіть кількість шарів при розташуванні кута, щоб уникнути перешкод, викликаних поворотною трубкою. П’ять типів одночасних процесів підвищують швидкість роботи машини, щоб уникнути проблем із перешкодами під час руху. Вибирайте різні режими, щоб гнучко застосовувати їх до різних заготовок та підвищувати ефективність роботи.
- i) Має функцію перемикання між «прямою подачею» та «затискачем» під час автоматичної обробки. Коли верстат немає стрижня, довжина заготовки не обмежена. У той же час у програмі можна налаштувати розвантаження затискача труби та вторинний затискач для задоволення вимог обробки різних заготовок.
- j) Під час повністю автоматичної обробки він відображає загальний час та дані щодо кожної труби, такі як: час подачі, час згинання, час розвантаження, кількість обробок, виробнича потужність зміни, загальна продуктивність та інші функції.
j1) Для параметрів заготівлі труби з одним вигином незалежне налаштування та архівування не плутатиме і конфліктуватиме з даними труби з кількома вигинами.
- k) Якщо під час автоматичної обробки виникає помилка або збій, механічна дія може бути припинена. Після усунення помилки або збою машина, як і раніше, може дозволити машині продовжити роботу, виконану трубою, щоб відповідним чином запобігти втраті труби.
- l) Програма керування має функцію автоматичного виявлення помилок та текстового відображення заходів протидії. Інформація про несправність машини або нелогічну роботу відображатиметься безпосередньо на екрані. У поєднанні з методом пояснення це може запобігти пошкодженню машини через людську помилку. Вищезгадана автоматично виявлена аномальна інформація буде записана та автоматично збережена для використання у майбутньому при технічному обслуговуванні.
- m) Функція автоматичного або ручного налаштування режиму, встановлення різних режимів роботи, таких як відсутність допоміжного натискання, однокрокове виконання, напівцикловий режим, повний цикл тощо для підвищення ефективності виробництва.
m1) Ручне керування сервоприводом дозволяє встановити абсолютне та відносне значення переміщення, що є точним, зручним та швидким.
m2) Вибір шаблону ручного режиму, щоб уникнути помилок, спричинених людським фактором.
- n) Завдяки кільком значенням налаштування параметра затримки можна вибрати найкращу різницю в часі для кожної дії осі, щоб задовольнити різні зміни вигину. Наприклад, ви можете встановити час зворотного вигину та затиску, щоб запобігти відскок труби.
) Кнопка має функцію автоматичного виявлення входу та виходу ланцюга, що дозволяє легко знайти можливе місце несправності.
- p) Під час обробки на сенсорному екрані мобільного промислового контролера відображається подача Y (вісь), кут B (вісь), вигин C (вісь),
Значення струму обробки, значення швидкості і значення точності зміщення X вліво і вправо (вісь) також можуть бути встановлені як однокроковий рух, напівперіодний режим, повний цикл роботи, а також ручний або напівавтоматичний режим, що вільно вибирається. , повністю автоматичний і повільний гнучкі функції. Використовуючи гнучкі кнопкові перемикачі, він має три функції: автоматичний запуск, аварійну зупинку та аварійну зупинку для продовження роботи, що зручно для ручного втручання при згинанні спеціальних заготовок та має високі показники безпеки.
- q) Пристрій подачі та штовхання Y (вісь) приводиться в рух серводвигуном, який може визначати положення вигину кожного згину та розташування між кутом та кутом. Він може штовхати дуги великого радіусу та контролювати подачу та штовхання. Швидкість згинання та точність позиціонування. У той же час сервопривід подачі також оснащений переднім і заднім вимикачами, що дозволяє уникнути пошкоджень, спричинених недбалістю людини або несправністю машини.
q1) Кутовий пристрій B (вісь) рухається серводвигуном, який може визначати кут і положення кожного кута в різних напрямках, а також контролювати швидкість і точність кута.
г) Конструкція головки, згинального важеля та затискного механізму делікатна та розумна. У той же час згинальний інструмент можна легко та зручно замінити, що зручно для виробництва еластичних матеріалів та забезпечує найбільший тривимірний простір для згинання труби.
- s) Гідравлічний основний затискний та допоміжний затискний механізм використовує масляний циліндр та механізм шатуна для забезпечення затиску форми. У той же час, затискач має функцію самоблокування.
- t) згинальна C (вісь) приводиться в рух серводвигуном, і відповідна швидкість згинання може бути встановлена для різних кутів згинання. Це може ефективно зменшити тріщини, спричинені поганим подовженням труби у процесі вигину.
- u) Допоміжна функція штовхання напрямної форми приводиться в дію гідравлічними циліндрами, які можуть ефективніше забезпечувати швидкість витончення трубної арматури, а ефект формування труби буде кращим. Якщо довжина напрямної матриці не відповідає куту вигину, напрямну матрицю можна послабити автоматично. Відкрийте та поверніть назад, знову затисніть та продовжуйте згинати до необхідного кута вигину. Функція автоматичного перетворення напрямної форми кілька разів може скоротити довжину напрямної форми, зменшити мертвий кут обробки та забезпечити захист напрямної форми від перешкод. Крім того, він має функцію захисту від перешкод для колісної форми та опори матеріалу для забезпечення безпеки роботи обладнання.
- v) Функція захисту від зморшок задньої напрямної форми: вона може ефективно гарантувати, що на внутрішній стороні R вигину труби не буде складок та нерівностей.
- w) Функція зміни штампу: зміщення голови машини (X) вліво та вправо змінюється серводвигуном. Переміщення голови машини вгору і вниз здійснюється за допомогою гідравлічного циліндра, який має високу здатність стабільного рух. ) Або ж погнута та сама (R) форма з малою відстанню затиску.
- x) Гідравлічна автоматична функція витягування сердечника з попередньою функцією повільного витягування сердечника, яка може ефективніше гарантувати еліпс вигину трубопровідної арматури.
- y) Пневматичний механізм утримання матеріалу: Пневматичний механізм утримання матеріалу може знизити тиск на конструктивні частини верстата, коли матеріал затискається однією головою, і в той же час може утримувати трубу та форму на одній і тій самій горизонталі. лінія.
- z) Гідравлічна система використовує централізовану схему керування гідравлічним клапаном. Гідравлічне керування стабільне, що може продовжити термін служби деталей кожного механізму механічного приводу.
Комплект поставки
- Стандарт безпеки CE
- 3D – блок керування ЧПУ (15-дюймовий сенсорний екран)
- Контролер IPC (промисловий комп’ютер) з 3D-симуляцією та функцією віддаленого монітору, підключення до Wi-Fi)
- Самодіагностика та повідомлення про помилки на екрані.
- 3D-моделювання
- Повністю автоматична машина для подачі та повороту труб із ЧПУ та серводвигунами.
- Гідравлічний затискач
- Гідравлічний рух матриці під тиском
- Подача труб із серводвигуном
- Обертання труби із серводвигуном
- поворот голови за допомогою серводвигунів.
- Рух згинальної голови вгору та вниз (вертикальна взаємозамінна вісь) за допомогою гідравліки (для 4 осі)
- Система вилучення/втягування оправки (гідравлічна)
- Масляний радіатор
- Автоматична змащувальна системи
- Регульований тиск та швидкість на екрані.
- Ручний або автоматичний режим роботи.
- Гнучкий рух контролюється низькошвидкісним пристроєм позиціонування для підвищення точності бажаних кутів згинання. Доступні як ручні, так і автоматичні операції, всі машини оснащені пристроєм аварійної зупинки.
- Кут вигину контролюється мікроенкодером, що забезпечує допуск ±0,1.
- Час згинального руху може бути запрограмований відповідно до різних вимог.
- Аварійна зупинка двох пластин безпеки з важелем, що згинає, для забезпечення безпеки роботи.
згинальний інструмент + прокатний інструмент – 1 комплект (згідно креслень)
Контролер IPC (промисловий комп’ютер) з 3D-симуляцією та функцією віддаленого монітору, підключення до Wi-Fi)
ГАРАНТІЯ: 24 місяців з моменту введення в експлуатацію
ТЕРМІН ПОСТАЧАННЯ: 100-120 днів
ТЕРМІН ПРОПОЗИЦІЇ: 30 днів.
ПРИМІТКА: Введення в експлуатацію, навчання персоналу покупця, постачання на умовах DDP включено у вартість верстата.

